

")

Soluzione tecnica
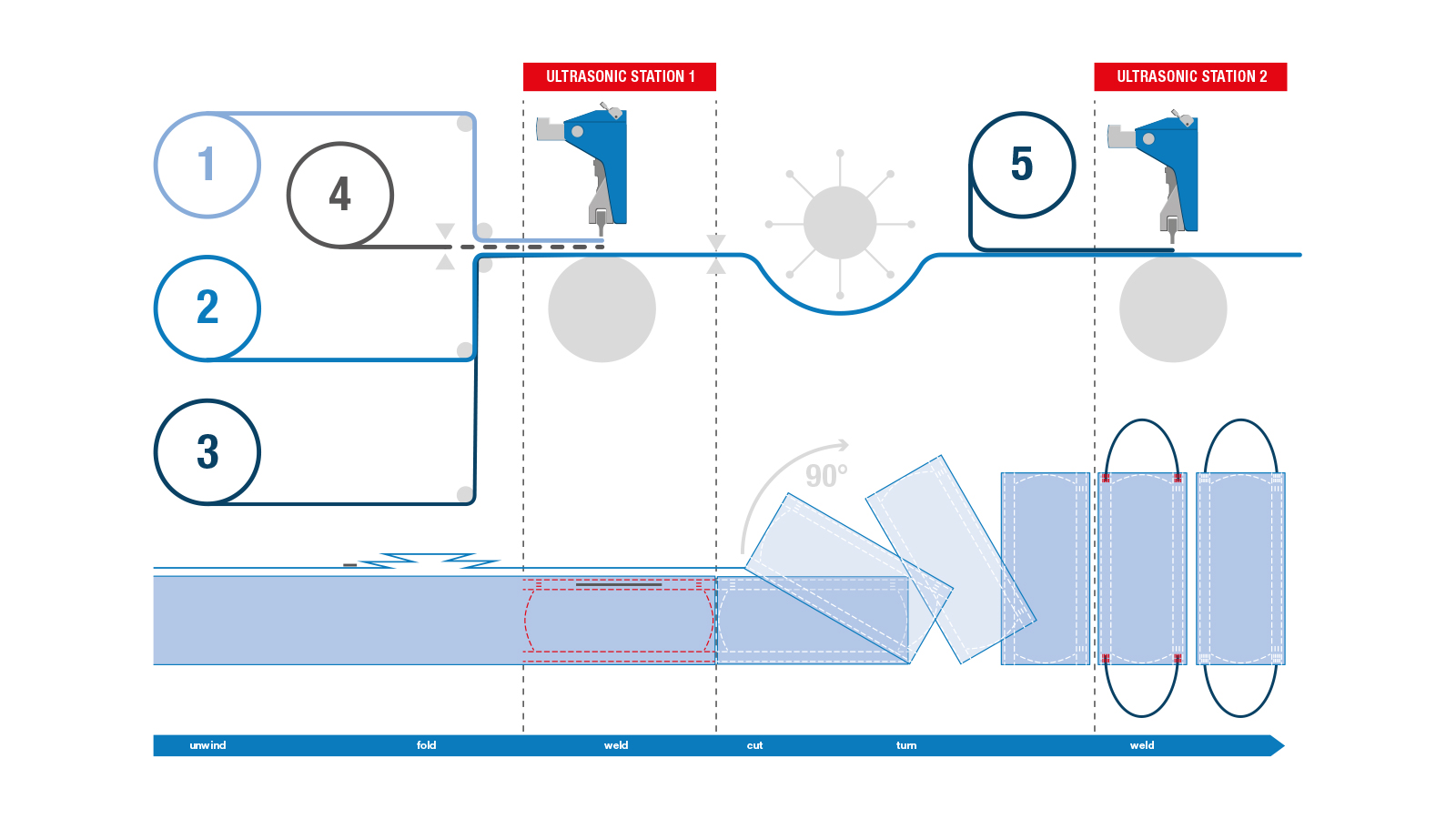
Per volumi elevati il prodotto viene realizzato in un sistema ad alta velocità con due stazioni a ultrasuoni:
- Nella prima stazione si eseguono piegatura e bordatura, inserimento della clip nasale, fissaggio delle pieghe e giunzione continua.
- Nella seconda stazione, dopo il taglio ed una rotazione di 90°, viene eseguita la giunzione intermittente di fascette o cordini elastici.
Opzioni di configurazione
Il sistema MICROBOND CSI con diversi sonotrodi e riscontri incisi viene utilizzato in linee continue ad alta velocità. La saldatura viene eseguita in due stazioni a ultrasuoni. La tecnologia brevettata MicrogapControl assicura qualità di saldatura costante e riproducibile e consente velocità di produzione fino a 1000 prodotti al minuto.
Per piccoli quantitativi, un sistema di cambio rapido di singoli componenti può essere utilizzato in sostituzione del sistema MICROBOND CSI. È anche possibile utilizzare una saldatrice HiQ DIALOG integrata in una linea di produzione o come stazione di lavoro per saldatura intermittente
Principio di funzionamento della macchina
-
Rotoli di rete 1,2,3: Tre strati di materiale in tessuto non tessuto si svolgono (2 strati protettivi e 1 strato filtrante); sono possibili anche più strati
-
Rotolo di rete 4: il materiale per clip nasale (plastica o filo metallico) viene tagliato e inserito nel tessuto non tessuto
-
Stazioni a ultrasuoni 1: piegatura, fissaggio e saldatura delle cuciture longitudinali (incluso l'inserimento del materiale per clip nasale) e saldatura delle cuciture laterali; la mascherina viene quindi tagliata e ruotata di 90°.
-
Rotolo di rete 5: materiale elastico per asole per le orecchie
-
Stazione a ultrasuoni 2: saldatura di fascette o cordini elastici sulla mascherina; le mascherine vengono quindi impilate e confezionate
Soluzione tecnica
Per volumi elevati il prodotto viene realizzato in un sistema ad alta velocità con tre stazioni a ultrasuoni:
- Nella prima stazione vengono eseguiti la giunzione degli strati, l'inserimento e la saldatura della clip nasale
- Nella seconda stazione vengono applicate le fascette elastiche
- Dopo la piegatura, nella terza stazione a ultrasuoni avviene la saldatura delle cuciture laterali
Opzioni di configurazione
Il sistema MICROBOND CSI con diversi sonotrodi e riscontri incisi viene utilizzato per linee continue ad alta velocità. La saldatura viene eseguita in tre stazioni a ultrasuoni. La tecnologia brevettata MicrogapControl assicura qualità di saldatura costante e riproducibile e consente velocità di produzione fino a 500 maschere al minuto.
Per piccoli quantitativi, un sistema di cambio rapido di singoli componenti può essere utilizzato in sostituzione del sistema MICROBOND CSI. È anche possibile utilizzare una saldatrice HiQ DIALOG integrata in una linea di produzione o come stazione di lavoro per saldatura intermittente.
Principio di funzionamento della macchina
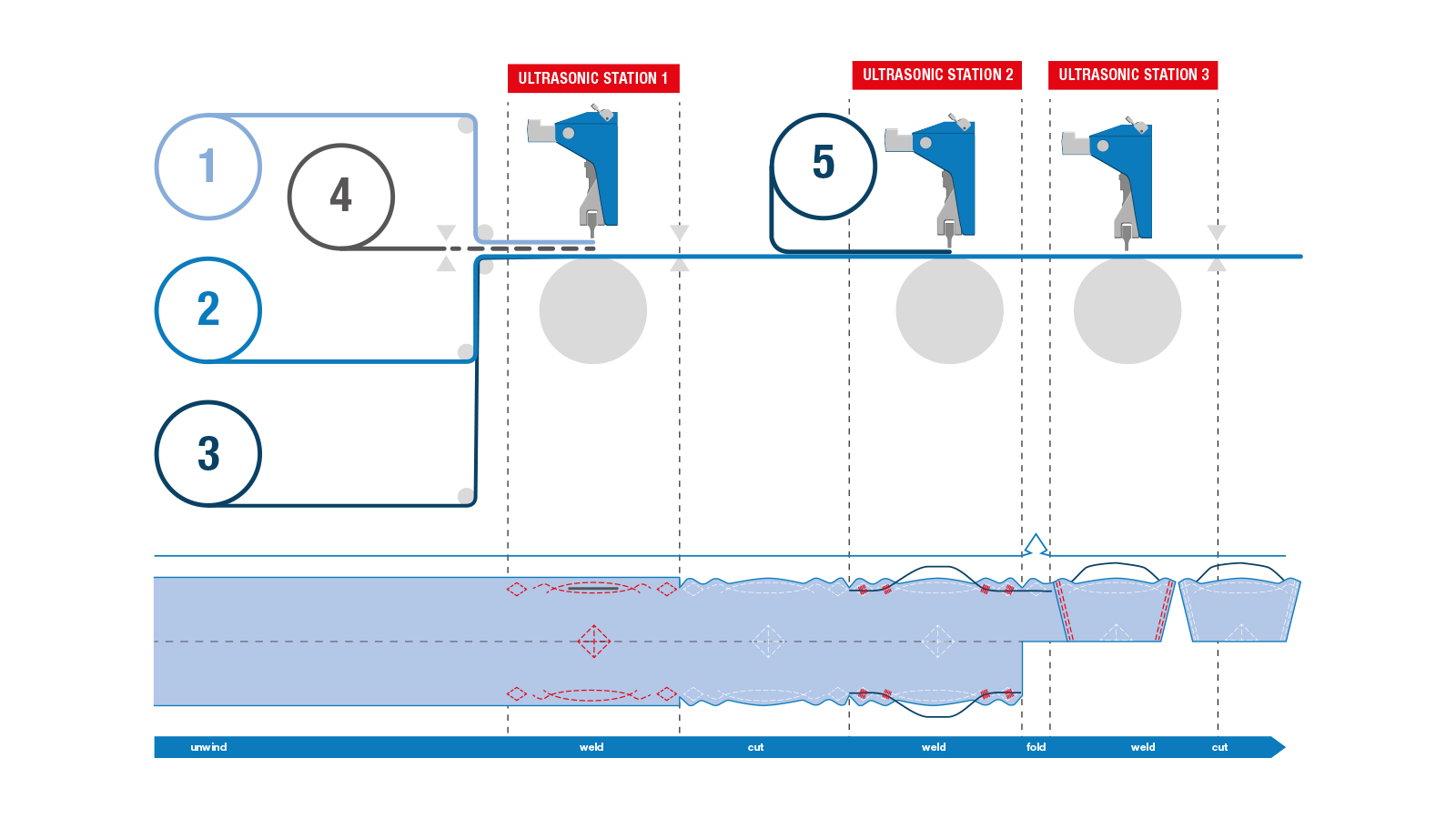
- Rotoli di rete 1,2,3: Tre strati di materiale in tessuto non tessuto vengono srotolati; inserimento di uno strato intermedio determinato dalla norma sul filtraggio; sono possibili anche più strati
- Rotolo di rete 4: il materiale per la clip nasale (plastica o filo metallico) non srotolato viene tagliato e inserito negli strati di tessuto non tessuto
- Stazione a ultrasuoni 1: saldatura degli strati in senso longitudinale (incluso il materiale inserito per la clip nasale) e piegatura centrale (becco d’anatra).
- Rotolo di rete 5: il materiale elastico per asole per le orecchie viene tagliato e fatto avanzare
- Stazione a ultrasuoni 2: saldatura di fascette o cordini elastici sulla mascherina; piegatura della maschera per l’ultima fase di saldatura
- Stazione a ultrasuoni 3: saldatura delle giunzioni laterali; la maschera viene poi impilata e confezionata
Soluzione tecnica
La fornitura di sistemi automatizzati è costituita da un sistema di cambio rapido con componenti singoli o un'unità VE SLIMLINE.