Tessuto non tessuto: la morbidezza resta inalterata
Accoppiamento a ultrasuoni per ATB
L’uso di materiali Air-Through Bonded (ATB) per ottenere una maggiore morbidezza è in aumento: applicazioni tipiche nel settore dell’igiene sono gli strati di acquisizione e distribuzione (ADL), pannelli in vita e top sheet. La saldatura a ultrasuoni può offrire vantaggi ambientali e di processo rispetto alla colla e all’accoppiamento con calore. Quando si tratta di saldare ATB, il laboratorio Nonwovens di Herrmann Ultrasuoni offre supporto tecnico d’avanguardia per soluzioni applicative.
L’ATB sta divenendo molto popolare, dato che la sensazione al tatto, l’aspetto e il suono dei prodotti monouso per l’igiene prima dell’uso possono influenzare moltissimo la percezione della morbidezza da parte del consumatore. Per chi fabbrica di prodotti monouso per l’igiene diventa pertanto cruciale comprendere e valutare i propri processi produttivi in termini di impatto sulla morbidezza. L’ATB è un materiale costoso e i produttori desiderano ridurre al minimo gli scarti di produzione quando lo lavorano. È stato inoltre problematico capire perché alcuni ATB sono facili da saldare e altri no.
La composizione di ATP con fibre bicomponente
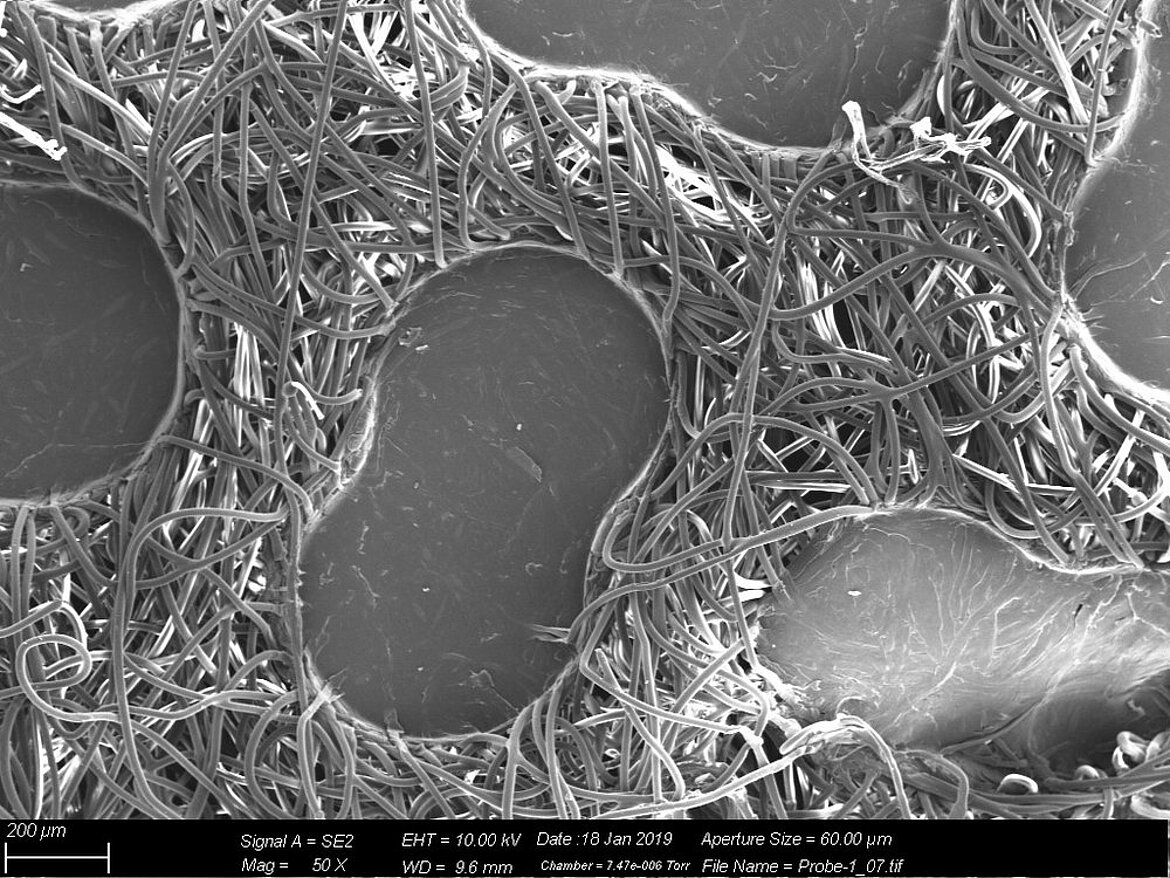
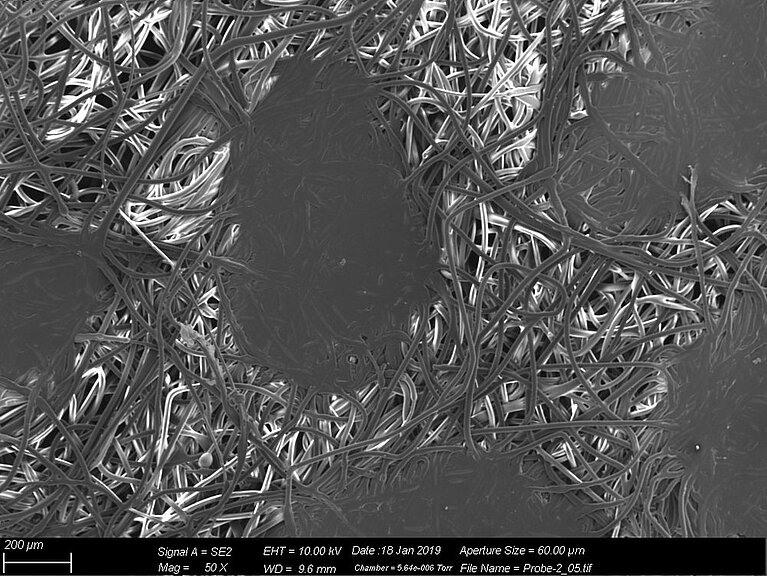
Gli sviluppatori di applicazioni di Herrmann Ultrasuoni hanno configurato un portfolio per studiare e valutare materiali ATB tipici avvalendosi di numerose attrezzature di laboratorio, come il microscopio elettronico a scansione e la calorimetria differenziale a scansione. Questo servizio aiuterà i produttori a prevedere le problematiche di accoppiamento e lo scarto di materiale.
Le fibre bicomponente (Bi-Co) costituiscono una parte importante degli ATB. I cosiddetti Bi-Co a strati concentrici (“core-sheath”, ovvero “guaina-anima”), in cui un polimero è avvolto da un secondo polimero, sono fibre di accoppiamento spesso utilizzate per i materiali nonwoven ATB e meritano un esame più approfondito. Una fibra bicomponente è utilizzata per sfruttare capacità non presenti in nessuno dei due polimeri della combinazione presi singolarmente: il PE aumenta la morbidezza, il PET fornisce robustezza, ma ha lo svantaggio di un punto di fusione elevato, mentre il PLA può essere utilizzato quando sono richieste fibre di origine naturale, solo per citarne alcune. Il punto di fusione del materiale della guaina è più basso di quello del materiale dell’anima: ne risulta che le fibre dell’anima aderiscono nei punti di incrocio. La percentuale di guaina della fibra può variare in base al produttore e la calorimetria differenziale a scansione aiuta a determinare con esattezza queste percentuali di materiale.
Valutazione micrografica dei punti di accoppiamento nel laboratorio di ultrasuoni
La valutazione della superficie e della sezione trasversale dei diversi materiali laminati con l’ausilio del microscopio elettronico a scansione consente principalmente di studiare la qualità della fibra e secondariamente di valutare la qualità della saldatura. I materiali ATB possono variare molto: la composizione delle fibre influisce notevolmente sul comportamento del materiale e deve essere valutata, preferibilmente prima dell’accoppiamento. Ora è anche possibile verificare in anticipo il risultato della saldatura.