A soldagem por ultrassom de metais não ferrosos é um processo estabelecido e atualmente em crescimento em conexão com o crescente mercado de baterias de íon-lítio (LIB), agora a principal fonte de armazenamento para eletromobilidade. A Herrmann é especialista em soldagem por ultrassom há décadas e agora desenvolveu um novo sistema de soldagem para metais, o HiS VARIO.
A soldagem por ultrassom é um processo limpo, seguro e ambientalmente correto, que não é adequado apenas para a pré-soldagem e soldagem principal para ânodos e cátodos na fabricação de LB, mas também para conexões elétricas no setor automobilístico, do consumidor e eletrônico. O processo pode ser usado em um posto de trabalho manual ou incorporado de forma automatizada nas linhas de produção. As vantagens oferecidas por este processo são:
- Alta resistência
- Tempos de soldagem curtos
- Baixo consumo de energia
- Sem consumíveis
- As vibrações longitudinais quebram a camada de óxido
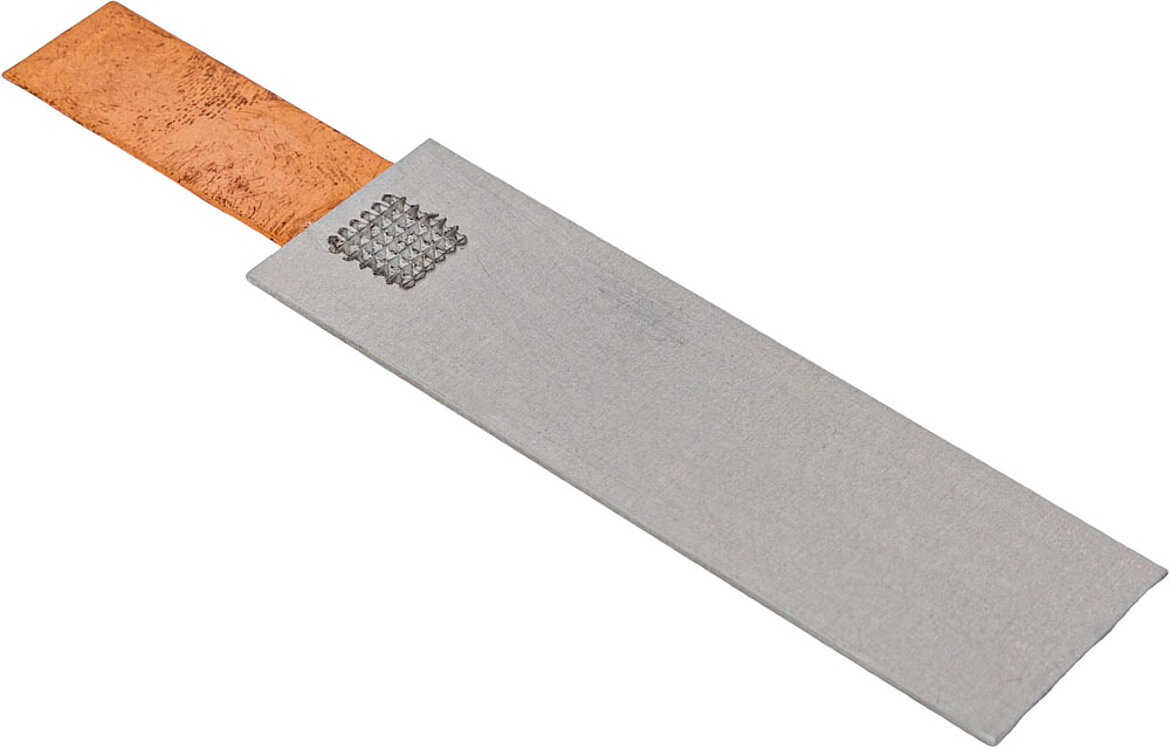
A soldagem por ultrassom é usada principalmente para unir metais condutores não ferrosos e preciosos com compostos de cobre-alumínio, respondendo por 90% das aplicações. A energia necessária para a união é fornecida por vibrações mecânicas. O gerador de ultrassom produz oscilações elétricas na faixa de 20 ou 35 kHz para isto a partir da corrente alternada da rede de 50-Hz. É usado um conversor para transformar as oscilações elétricas em mecânicas na mesma frequência. A ferramenta de soldagem, chamada de sonotrodo, transfere as vibrações para o parceiro de união. O sonotrodo se acopla à parte da junção voltada para ele e o faz oscilar longitudinalmente. A outra parte da união é mantida em uma bigorna estruturada e não se move. A superfície de acoplamento do sonotrodo também deve ser estruturada, caso contrário, o parceiro de união superior não se move, que significa que nenhum movimento relativo seria gerado.
O revestimento de óxido nos locais de união é rompido pelo atrito intenso e as duas partes da união são fundidas com uma união molecular sob exposição simultânea à pressão. O aspecto decisivo de soldagem não é o calor produzido, que está muito abaixo do ponto de fusão, mas o movimento relativo de ambos os parceiros de união. Como resultado do calor do processo baixo, não há efeito negativo na estrutura do material da substância. A espessura máxima do material dos parceiros da união é de 2 a 3 mm para a folha de cobre, dependendo da superfície de soldagem. O requisito de potência é entre 1.000 e 6.200 watts, dependendo da aplicação.
Visualização importante do processo
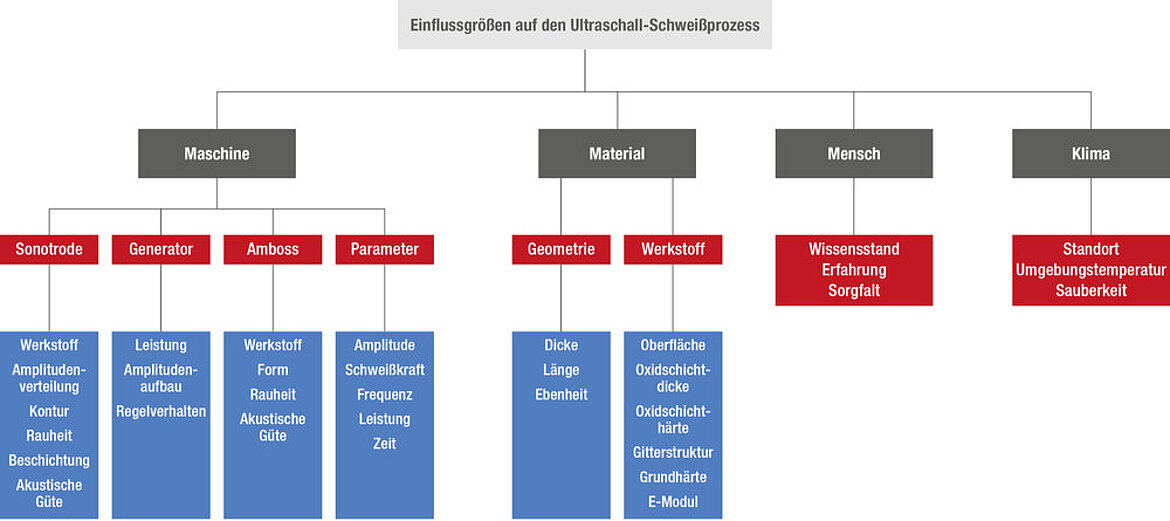
O controle do sistema verifica os parâmetros do processo e os visualiza. Esta representação gráfica dos parâmetros na tela da máquina, que inclui amplitude, energia, distância de soldagem e força de soldagem, está se tornando um instrumento importante para garantir a estabilidade do processo. Deve ser determinada uma janela de processo para cada aplicação para equilibrar as tolerâncias de material e de produção. Todas as etapas do processo de produção da célula a montante devem ser consideradas nesta etapa. É importante reduzir as rejeições ao mínimo, especialmente no caso de células de bateria caras. Ao determinar os parâmetros de soldagem, ou seja, considerando a aplicação, o material e o ambiente de produção, é essencial pensar holisticamente. É por isso que é importante envolver os fornecedores de tecnologia de ultrassom no desenvolvimento de produtos o quanto antes. A Herrmann Ultraschall vê a parametrização fina como uma excelente oportunidade para melhorar ainda mais a qualidade de produção e a vida útil dos sonotrodos. As correlações podem ser observadas entre a estabilidade do processo e a redução de partículas, e entre as entradas de energia, um conversor estável e a vida útil das ferramentas de soldagem.