Soudage des plastiques par ultrasons
Le soudage par ultrasons crée des assemblages solides entre des matériaux présentant des compositions identiques et/ou différentes. Cette méthode est idéale pour le soudage de matières thermoplastiques. Lors du soudage de plastiques par ultrasons, des ondes ultrasons d’une fréquence comprise entre 20 et 70 kHz sont utilisées. Avec une amplitude comprise entre 5 et 50 μm, les vibrations sont introduites dans la pièce par les sonotrodes. Une chaleur de frottement se crée et provoque la fusion. Avec l’apport d’une pression supplémentaire, les plastiques sont alors assemblés.
Afin de pouvoir souder avec précision à l’aide d’ultrasons, l’énergie des ondes sonores doit être concentrée. Cette concentration d’énergie s’effectue à travers la géométrie des outils (sonotrodes et enclumes) ou du plastique en tant que tel (conception de la zone de soudure). Les pointes ou les arêtes sur la soudure peuvent concentrer l’énergie et sont donc appelées « directeur d’énergie » (ERG en abrégé).
Avantages du soudage des plastiques par ultrasons
Le procédé de soudage par ultrasons offre toute une série d’avantages. Les principaux sont les suivants :
- Gain de temps : en quelques fractions de seconde seulement, les plastiques sont soudés. Finis les temps de démarrage et d’attente pour la chauffe et le refroidissement des outils avec le soudage par ultrasons.
- Qualité constante : un mécanisme de réglage précis garantit des résultats exacts et reproductibles.
- ֥Économique et écologique : cette méthode ne nécessite aucun outil comme par exemple de la colle, et consomme moins d’énergie.
Les pièces sont semblables à des paliers avec des directeurs d’énergie. Les ondes ultrasons provoquent un phénomène de fusion au niveau des directeurs d’énergie et, avec l’apport d’une pression supplémentaire, les pièces sont assemblées avec pour résultat une esthétique impeccable, une haute résistance mécanique et une bonne étanchéité.
- Réalisation facile de la soudure
- « Effet Tetris » (autocentrage des pièces)
La pièce inférieure présente une fente (appelée « rainure »). Quant à la pièce supérieure, celle-ci est pourvue d’une languette qui s’emboîte parfaitement dans la rainure. Le directeur d’énergie de la languette concentre l’énergie. Il en résulte un phénomène de fusion et, par l’apport d’une pression supplémentaire, les pièces sont assemblées. Une grande épaisseur de paroi au niveau de la rainure est essentielle.
- Résistance mécanique maximale
- Assemblage précis
Le processus de fusion commence sur les directeurs d’énergie. La pièce supérieure est ensuite abaissée sur la paroi verticale du plastique inférieur sous l’action d’une pression contrôlée. Les deux matériaux sont assemblés sous l’action de la chaleur générée.
- Assemblage parfait de plastiques semi-cristallins (les chaînes moléculaires dans les matériaux sont bien ordonnées)
- Étanche et solide
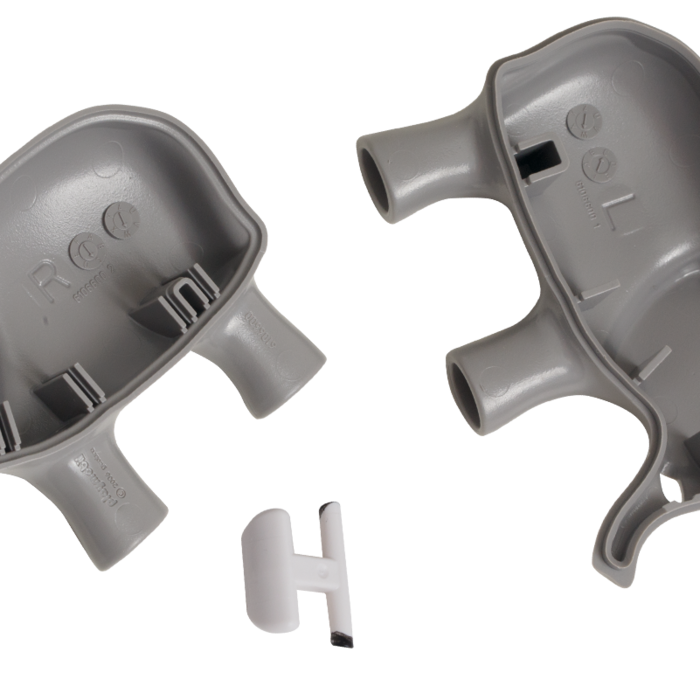
Les plastiques peuvent être assemblés à des métaux ou matériaux non soudables par rivetage. Les embouts à riveter sur le plastique sont alors déformés de sorte à fixer le matériau qui repose dessus.
- Assemblage de matériaux de différentes natures
- Aucun élément d’assemblage supplémentaire nécessaire
- Rapide et propre
La pièce inférieure présente une encoche de forme triangulaire. La pièce supérieure est centrée. Grâce aux ultrasons et à l’apport d’une pression supplémentaire, le directeur d’énergie fond et s’encastre dans l’encoche. Les deux plastiques peuvent être alors assemblés.
- Assemblage de pièces avec des parois fines
- Soudure précise par centreur
Cette méthode est utilisée à titre d’alternative au rivetage lorsqu’il est impossible d’injecter des embouts à riveter sur la pièce. C’est là que la sonotrode « vient à la rescousse » : avec la forme spéciale de sa face frontale, elle peut déformer la pièce plastique de sorte à fixer le second matériau.
- Aucun directeur d’énergie nécessaire
- Assemblage de matériaux de différentes natures
- Déformation grand format possible
Les pièces sont superposées en plein, sans conception de zone de soudure particulière. La pointe de la sonotrode pénètre jusqu’à atteindre la plaque inférieure. Là, le plastique fond, s’agglomère partiellement dans le plan de joint et donne lieu à un assemblage ponctuel.
- Aucun directeur d’énergie nécessaire
- Assemblage ponctuel
- Simple, rapide et solidaire






